The importance of thread in CNC machining
Threading is significant in CNC machining, encompassing multiple functions beyond simple cutting. Thread processing and thread cutting are vital for connection and assembly, ensuring the firm attachment of parts and maintaining stability in mechanical structures or devices during operation. Furthermore, the accuracy of thread design, including external and internal threads, directly influences the functionality of the parts. Precisely designed threads enable specific functions such as fine-tuning, adjustment, or sealing, thereby elevating the overall performance and reliability of the entire system. Additionally, the standardization and commonality of threads enable designers and manufacturers to reuse existing thread specifications across different projects, streamlining the design and manufacturing process and enhancing work efficiency. Lastly, the application of CNC machining technology enhances the precision and efficiency of thread machining, resulting in significant improvements in production efficiency and product quality.
Choosing the right thread type, such as UNF (fine), UNC (coarse), Metric threads, or Pipe threads (NPT/NPS/NPTF), and performing accurate machining is crucial to ensuring the assembly, connection and function of the part. In CNC machining, understanding and mastering the threading process can help manufacturers produce high-quality parts that meet design requirements and improve product performance and reliability.

Different Types of Machining Threads
Various classification methods exist for classification threads, resulting in an enormous variety of threads. Thread types, such as UN, Metric, NPT, BSP, and ACME, are standardized to maximize the number of eligible manufacturers and simplify the manufacturing process. Thread pitch is significant in specifying the type of screw or tap, as it determines the distance between threads. Unified threads can be set in the UNF Fine or the UNC coarse threads within unified thread systems. Threads per inch differentiate coarse and fine threads; coarse threads have fewer threads per inch, offering speed and strength, while fine threads have more threads per inch, providing precision and finer adjustments. The internal and external threads are another common form of thread. Thread rolling is one of the methods used in thread machining.
Internal threads
Features
Internal threads are produced within a hole using tools like a thread drill, thread tapping drill, or thread reamer. A single-lip threading tool and a traditional threading cap are often used to cut CNC internal threading, especially on concave surfaces. These threads are known for their high precision, superior sealing, and compact structure.
Uses
Internal threads are widely utilized to connect and secure bolts, nuts, and other components. A female thread, which undergoes machining using a single-lip threading tool and can only occur on concave surfaces, is essential for workpieces requiring screw insertions. It is crucial to indicate the thread depth of the thread for blind holes, which are holes that do not go through the full wall thickness of a part. These threads fix, adjust, or connect various parts, including mechanical devices, automotive engines, and pipeline connections.
Application scenario
In a given situation, internal threads are essential for linking and securing various types of holes like bolt holes, screw holes, pipe holes, and so on.
Pipe threads, such as Metric threads (M), Unified threads (UN), and National Pipe threads (NPT), are commonly used for threaded pipe fittings in pipeline connections.
External threads
Features
The external thread pertains to the threading process carried out on the outer surface of a part, utilizing tools such as thread knives and thread-tapping tools. This method simplifies processing, adjusting, and replacing the external thread.
Uses
The utilization of external threads is prevalent in the connection, fixation, and adjustment of threaded bolts, pins, pipe fittings, and other components. Furthermore, external threads serve as a common means to modify the size and depth of threaded holes.
Application scenario
External threads are the appropriate option for connecting and fastening on a part’s outer surface. Components like threaded bolts, pins, pipe fittings, and others require connection and fixation through the use of external threads.
Metric thread
Features
The specification is expressed in millimeters.
It is divided into coarse teeth (M10X1.5) and fine teeth (M10x1).
The thread Angle is usually 60 degrees.
Purpose
For high strength and durability, coarse threads are used in general connection and fixation applications.
Fine threads are used in applications that require precise adjustments or high tightening forces, such as precision machinery and instruments.
Application scenario
Widely used in automobile manufacturing, mechanical equipment, electronic products, and other fields.
It is very common in international manufacturing environments where standardization and commonality are required.
Inch thread
Features
The specifications are expressed in inches.
Common types include Unified National Coarse (UNC) and Unified National Fine (UNF).
The thread angle is also usually 60 degrees.
Purpose
UNC threads are used for general mechanical connections and are suitable for rough environments and heavy load conditions.
UNF threads are used where high-strength connections are required and space is limited, often in aerospace and precision machinery.
Application scenario
It is widely used in manufacturing in the United States and the United Kingdom, as well as equipment and parts that follow British standards.
Applications requiring compatibility with British systems in international cooperation projects or export products.
What’s the difference between internal and external threading?
We can just leave this simple distinction aside. External and internal threads may be present on screws or bolted components and inside pieces you designed and manufactured. These threads include specific components such as crest, root, Helix angle, pitch, and flank. Threads function as coupling agents between mechanisms, locking external threads to the screws or bolts. It is vital that you understand external and internal threading on your drawings.
structure
Internal thread: The internal thread is the thread machined inside the hole, and the thread type is on the inner surface of the hole, similar to the inner surface of the nut.
External thread: The external thread is the thread processed on the outside of the shaft or rod, and the thread type is on the outside surface of the rod, similar to the outside surface of the bolt.
These threads include specific components such as thread crest, root, Helix angle, pitch, and flank.
Feature
Internal threads: Internal threads are usually used in conjunction with external threads (such as bolts, screws) to fix, connect, and adjust parts. The role of tightening and connecting is achieved by rotating the external threaded parts (such as bolts) into the internal threaded holes.
External thread: The external thread is usually used with the internal thread (such as nuts, threaded holes), by screwing the external thread parts (such as bolts, screws) into the internal threaded holes to achieve the role of tightening and connecting.
Processing method
Internal thread: The processing method for internal threads usually includes tapping, reaming, etc., using tools such as taps and thread reamers. Tapping is a common method suitable for machining internal threads for small and deep holes.
External thread: The processing method of external thread usually includes turning, milling, rolling, etc., and the tools used include thread turning tool, thread milling cutter, and thread rolling wheel. The machining of external threads is relatively simple and can be carried out on a lathe or milling machine.
Apply
Internal thread: Internal thread is widely used in the fixing and connection of mechanical parts, such as nuts, threaded holes, and pipe joints. They are commonly used in applications where bolts or screws need to be fastened to parts, such as mechanical devices, electronics, and construction works.
External thread: External thread is often used in fasteners, such as bolts, screws, and threaded shafts. They are commonly used to attach parts to assemblies with internal threads in areas such as automotive manufacturing, mechanical equipment, and various industrial installations.
Common Screw Thread Machining Methods in CNC Process
The CNC machine has different screw threading techniques. One such method is thread milling, which offers advantages over tapping, such as creating smoother and more even cuts, especially in harder materials like stainless steel or titanium. The various methods have their advantages and disadvantages. Let’s look into common traits here to find their significance.
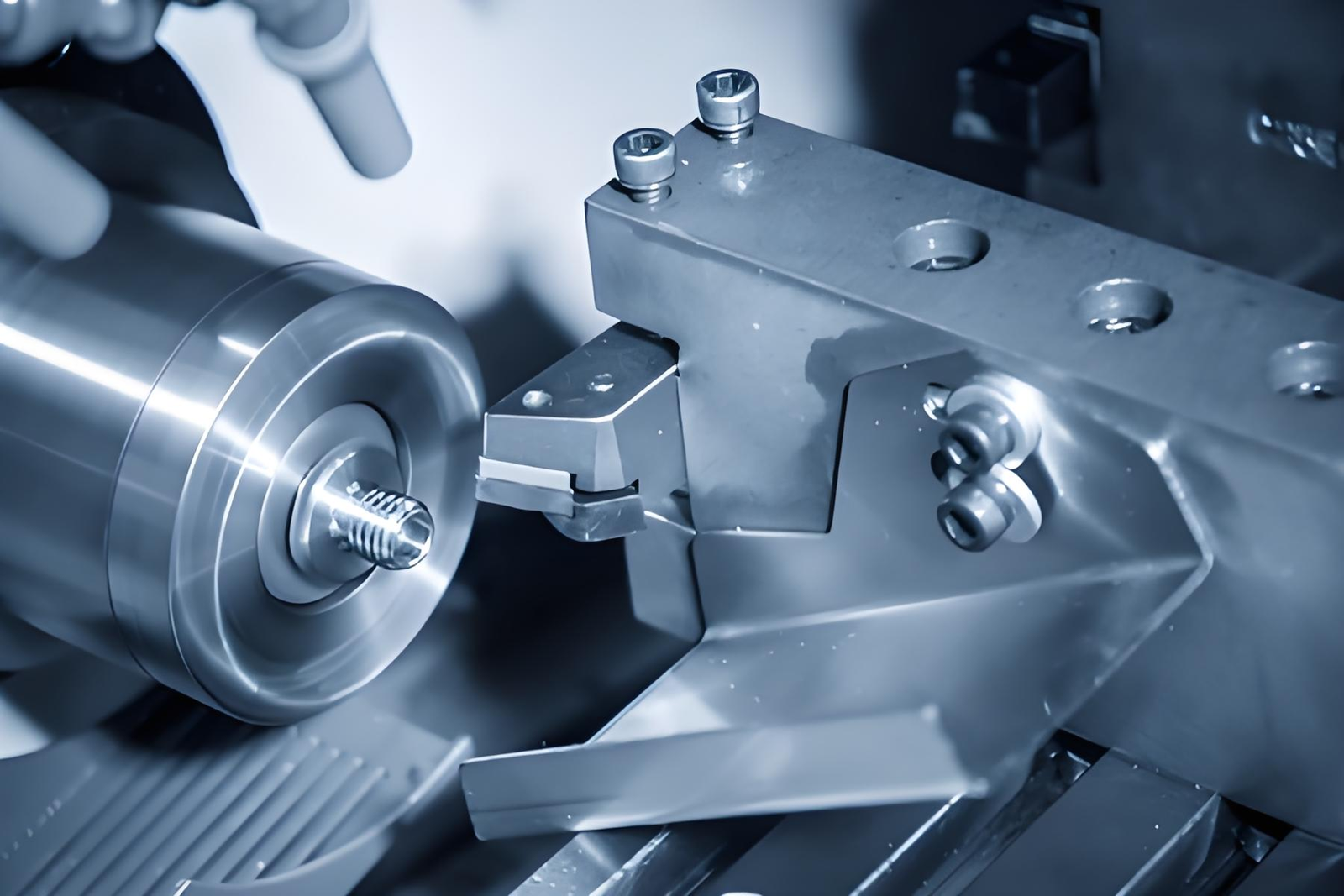
Thread turning
Thread turning usually involves using a lathe or CNC lathe to cut threads on the surface of the workpiece using a thread-cutting tool.
Advantages
High precision: It is suitable for processing high-precision threads, especially large-diameter and long threads.
High flexibility: Various types and sizes of threads can be machined, including internal and external threads.
Wide applicability: Can process various materials, such as metal and plastic.
Disadvantages
Low efficiency: Unlike other methods, thread turning’s processing speed is slower and suitable for small batch production.
Tool wear: Turning tools are prone to wear and require regular replacement and maintenance.
Thread milling
Thread milling was carried out on a CNC machine with a thread mill, which is used to interpolate threads into a hole, particularly on harder materials like stainless steel or titanium. The milling cutter moves along the thread path to form the desired thread.
Advantages
Fast speed: fast processing speed, suitable for mass production.
High precision: can process high-precision thread, suitable for precision machinery and mold manufacturing.
Multi-function: It can process threads of complex shapes, such as multi-head and conical threads.
Disadvantages
High equipment cost: high-precision CNC machines and special milling cutters are required, and the initial investment is large.
Limited scope of application: mainly used for external thread processing, internal thread processing is relatively less.
Thread tapping
Thread tapping uses threading tools, such as taps, to process internal threads on the workpiece. Tap by cutting metal material, forming an internal thread.
Advantages
Low cost: Low cost of tools and equipment, suitable for small batch and single piece production.
Simple operation: the process is simple, easy to master, and suitable for manual operation or automated production.
Disadvantages
Low efficiency: the processing speed is slow, suitable for processing small holes in internal threads.
Tools are vulnerable: taps are easy to break or wear and must be replaced frequently.
Thread forming (rolling)
Thread forming Plastic deformation is carried out on the workpiece by rolling the tool to form thread. This method produces no chips.
Advantages
High strength: high rolling thread strength, good surface quality, strong wear resistance.
High efficiency: Fast processing speed, suitable for mass production.
No chips: no chips, high material utilization, environmental protection.
Disadvantages
High equipment cost: special rolling equipment and tools are required, and the initial investment is large.
Material limitation: It is mainly suitable for plastic materials, such as steel and aluminum alloy, but not for brittle materials.

Future trend
Automation and intelligence
With the continuous development of artificial intelligence, machine learning, and automation technologies, thread processing equipment and systems may become more intelligent and automated. Advanced sensors, adaptive control systems, and data analysis technology can be used to achieve real-time monitoring, adjustment, and optimization of thread processing to improve production efficiency and machining accuracy.
Digitalization and virtualization
Thread processing in the future is likely to be more digital and virtualized. Through the use of computer-aided design (CAD), computer-aided manufacturing (CAM), and virtual simulation technology, the thread machining process can be simulated, optimized, and verified on the computer, reducing the cost of trial and error and improving processing efficiency and quality.
New materials and new processes
With the continuous progress of materials science and manufacturing technology, there may be more new materials and processes in the future, such as high-strength alloys, composite materials, and 3D printing technology. Thread processing technology needs to constantly adapt and apply these new materials and processes to provide efficient processing solutions for different materials.
Precision and micro-nano
With the development of science and technology, the requirements for precision and micro and nano levels of thread processing in some fields, such as aerospace, medical devices, and electronic equipment, may continue to increase. Future thread processing technology needs to continuously improve machining accuracy, surface quality, and micro-size machining capabilities to meet the needs of these high-precision and micro-nano areas.
Green manufacturing and sustainable development
With increasing environmental protection awareness, future thread processing technology may pay more attention to green manufacturing and sustainable development. By optimizing the processing process, reducing energy consumption, reducing waste emissions, and improving material utilization, the thread processing process is environmentally friendly and sustainable, and the manufacturing industry is promoted to a more environmentally friendly and sustainable direction.
