Electrical Discharge Machining (EDM), also known as spark erosion or spark machining, is currently one of the most popular machining methods, along with milling, turning, and grinding. Unlike traditional metal cutting methods, EDM is a process that uses electrical discharges between a tool electrode and a workpiece to erode the material.
This article will explore EDM machines’ working principles, application areas, and advantages and disadvantages to help readers understand and apply this critical manufacturing process.

What are the Types of EDM Machining?
Depending on the specific EDM technique used, there are several subtypes of EDM:
1. Wire EDM: Wire EDM uses a thin wire to cut through the workpiece. A computer-controlled system guides the wire along the desired path, and electrical sparks are used to erode the material.
2. Sinker EDM: Sinker EDM, also known as die-sinking EDM or cavity-type EDM, uses an electrode in the shape of the desired cut to erode the material. The electrode is submerged in a dielectric fluid, and electrical sparks are used to erode the workpiece.
3. Hole EDM: Hole EDM, also known as EDM drilling, uses a small electrode to drill holes in the workpiece. A computer-controlled system guides the electrode along the desired path, and electrical sparks are used to erode the material.
4. Small Hole EDM: Small Hole EDM, also known as fast hole EDM or deep hole EDM, is a specialized type of EDM drilling used to drill tiny holes with high accuracy.
5. Laser EDM: Laser EDM, also known as laser machining, uses a laser beam to erode the material. This type of EDM is often used for precise cuts or cutting hard materials.
6. Plasma EDM: Plasma EDM is a relatively new type of EDM that uses a plasma arc to erode the material. This type of EDM is still in the experimental phase and is not widely used in industrial applications.
What are the components of EDM Machining and their functions?
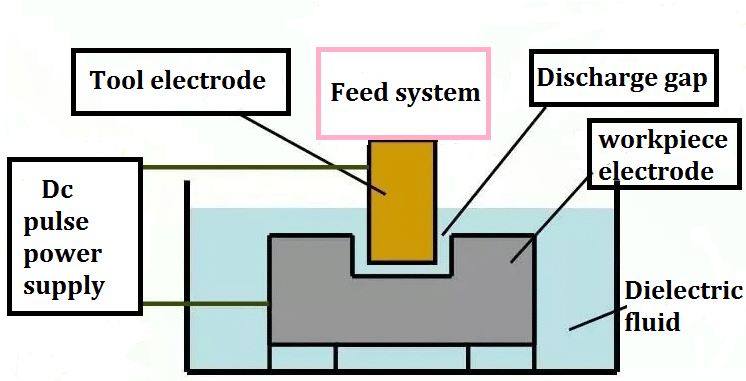
The EDM (Electrical Discharge Machining) process involves several components that shape the workpiece. The main features of an EDM machine and their functions are as follows:
Power Supply: The power supply is the source of electrical energy that generates the spark between the electrode and the workpiece. It supplies high-voltage, high-frequency pulses to the electrode and the workpiece.
Electrode: An electrode is a tool that comes into contact with the workpiece and carries the electrical charge. The shape and material of the electrode are essential factors in determining the shape and quality of the finished workpiece.
Dielectric Fluid: The dielectric fluid is a liquid that fills the gap between the electrode and the workpiece. It acts as a coolant, an insulator, and a flushing medium to remove debris from the machining zone.
Workpiece: The workpiece is the material being machined. It is typically made of a conductive material, such as metal, and is shaped by the electrical discharges between the electrode and the workpiece.
Control Unit: The control unit is responsible for managing the EDM process. It adjusts the voltage and frequency of the electrical pulses, controls the movement of the electrode, and monitors the machining parameters to ensure the quality of the finished workpiece.
What are the Working Principles of the EDM Process?
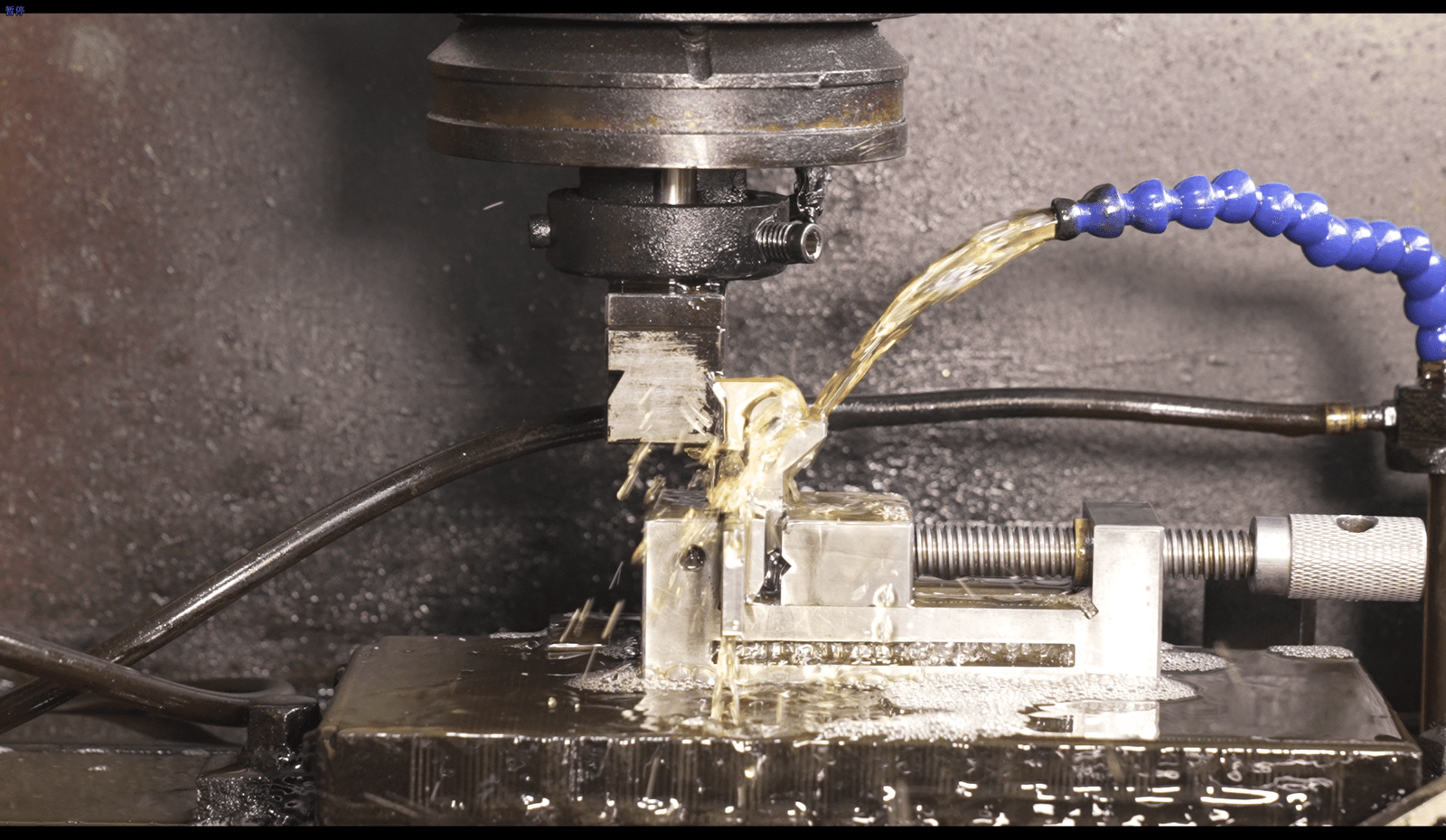
In EDM machining, an electrode and the workpiece are submerged in a dielectric fluid, such as oil or deionized water, and a voltage difference is applied between them. As a result, a spark discharge occurs between the electrode and the workpiece, which removes tiny amounts of material from the workpiece. The electrode is gradually moved closer to the workpiece, repeated until the desired shape or feature is produced.
What are the three necessary conditions for EDM to take place?
A pulsed power source must be used.
An automatic feed control device must be used to maintain a small discharge gap between the tool electrode and the workpiece electrode.
Spark discharge must occur in a dielectric fluid with a certain insulation strength (10~107Ω·m).
How Does Electrical Discharge Machining Work?
The basic process of EDM involves the following steps.
Workpiece preparation
The workpiece is prepared by cleaning and shaping it to the desired dimensions and surface finish.
Electrode selection
An electrode made of a conductive material (usually copper or graphite) is selected based on the shape and size of the desired cavity or feature to be machined.
Tooling setup
The electrode is mounted in the EDM machine and positioned close to the workpiece. The gap between the electrode and the workpiece is controlled using a servo mechanism.
Dielectric fluid
A dielectric fluid (usually deionized water or oil) is pumped into the gap between the electrode and the workpiece. The fluid acts as an insulator and coolant.
Electric discharge
An electric potential difference is applied between the electrode and the workpiece, creating a spark that jumps across the gap. The spark ionizes the dielectric fluid, creating a plasma channel that erodes the workpiece material. The plasma channel is very hot (up to 20,000°C) and melts or vaporizes the material.
Material removal
The spark is repeated multiple times, removing a small amount of material from the workpiece. The servo mechanism controls the gap distance between the electrode and the workpiece to ensure the erosion is uniform and accurate.
Surface finish
After achieving the desired depth and shape, the workpiece is removed from the EDM machine and cleaned. The surface finish may be rough due to the nature of the process and may require further finishing operations such as polishing or grinding.
What is the processing speed of EDM machining?
The processing speed of EDM machining can vary depending on factors such as the type of material being machined, the design’s complexity, and the EDM machine’s power. Here are some examples of EDM machining processing speeds:
1. Roughing
EDM roughing is the process of removing large amounts of material quickly. The processing speed for roughing can range from 10 to 20 cubic millimeters per minute (mm^3/min), depending on the size and power of the EDM machine.
2. Finishing
EDM finishing is refining a workpiece’s shape and surface finish. The processing speed for finishing is typically slower than roughing and can range from 1 to 5 mm^3/min depending on the level of detail required.
3. Micro-EDM
Micro-EDM is a specialized process for creating small, intricate parts. The processing speed for micro-EDM is much slower than traditional EDM and can range from 0.1 to 1 mm^3/min.
4. Wire EDM
Wire EDM is a variation of EDM that uses a thin wire as an electrode to cut the workpiece. The processing speed for wire EDM can range from 50 to 500 mm^2/min depending on the wire’s thickness and the design’s complexity.
5. Small Hole EDM:
Small Hole EDM is a process for creating small and deep holes in a workpiece. The processing speed for Small Hole EDM can range from 0.1 to 1 mm/min depending on the diameter and depth of the hole.
What is the Surface Quality of EDM machining?
EDM can produce a high-quality surface finish with a fine, consistent texture characterized by the Ra value. Ra values typically range from 0.1 to 4 microns but can be rougher or smoother depending on the specific application and the type of electrode material used. The surface quality can be further improved with proper machine settings, material selection, and electrode choice.
What is the Main Disadvantage of EDM machining?
The main disadvantage of EDM is its slow material removal rate compared to other machining methods. It can only be used on conductive materials and can create cracks or recast layers on the surface, weakening the material.
What are the Application Industries of EDM Machining?
EDM is a versatile machining process used in various industries and applications. Here below are some examples.
1. Aerospace industry – for machining turbine blades(e.g., cooling holes), compressor parts, and other components with intricate shapes and high precision requirements. EDM can work with difficult-to-machine materials such as titanium, Inconel, and other high-strength alloys.
2. Medical industry – for machining surgical tools, dental implants(e.g., butments and implant screws), and other medical devices(e.g., microelectrodes) that require high precision and complex geometries.
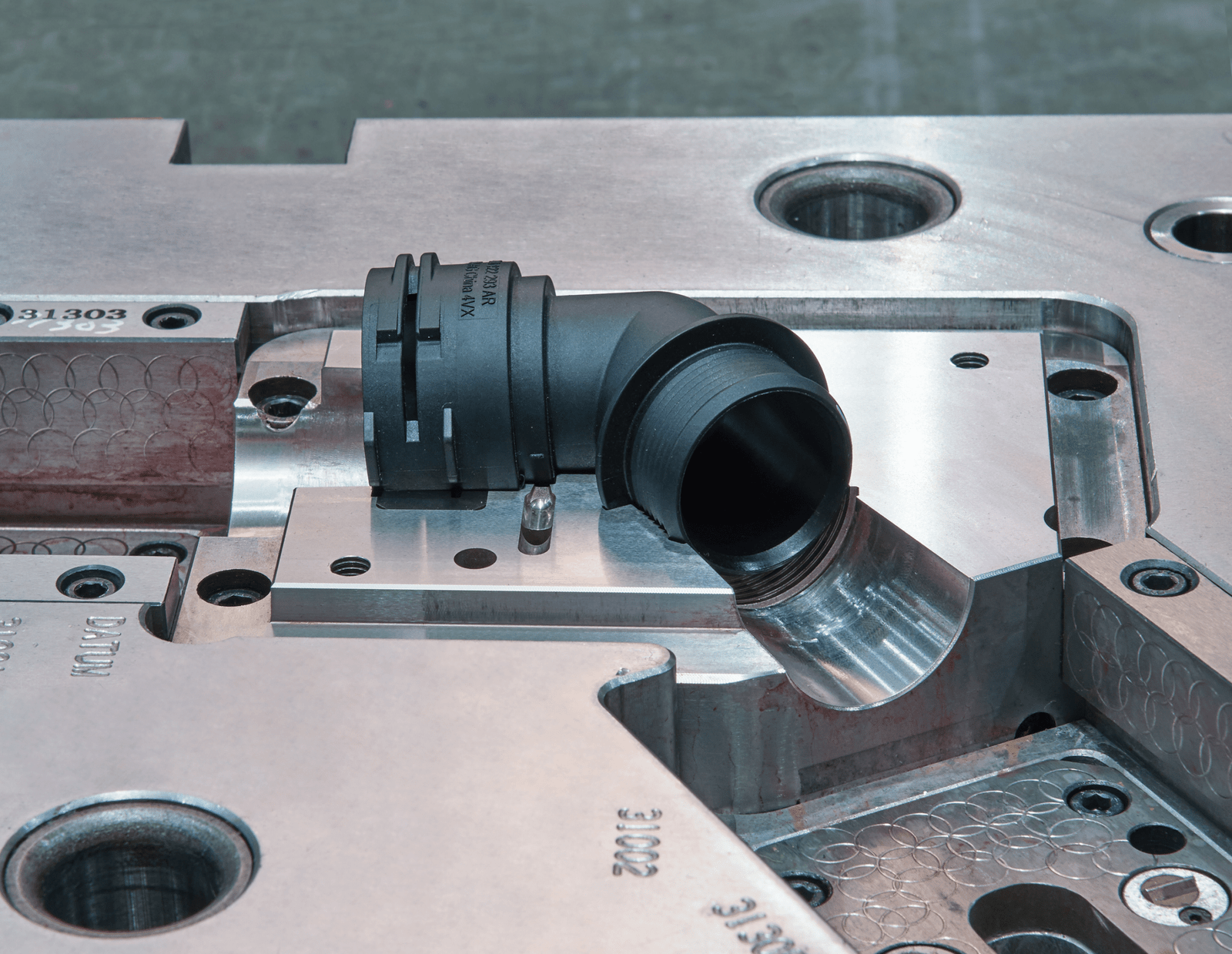
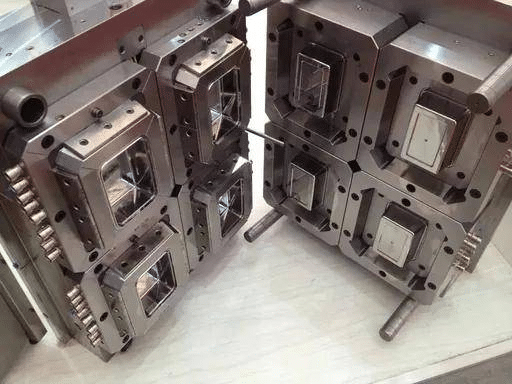
3. Mold and die industry – for machining molds and dies used in injection molding, stamping, and other manufacturing processes.
4. Electronics industry – for machining small, intricate parts used in electronic devices, such as connectors, sensors, and microelectromechanical systems (MEMS).

5. Automotive industry – for machining complex engine components, gears, and other parts that require high precision and tight tolerances.

6. Jewelry industry – for machining intricate and detailed designs on precious metals and other materials.
Overall, EDM machining creates complex and intricate shapes, from small and detailed features to large and complex components.
What are the Materials of EDM Machining?
The materials used in EDM machining typically include:
Conductive metals
EDM can be used on various conductive metals such as steel, aluminum, brass, copper, and titanium.
Hardened materials
EDM is beneficial for machining hardened materials such as tool steel, carbide, and titanium alloys. These materials are difficult to machine with conventional methods.
Exotic materials
EDM can also machine exotic materials such as tungsten, molybdenum, and Inconel.
Non-conductive materials
EDM is primarily used for conductive materials. However, if coated with a conductive layer, it can also be used on non-conductive materials, such as ceramics and glass.
Overall, the materials used in EDM machining must be conductive or coated with a conductive layer and must be able to withstand the heat and electric charges involved in the process.
What Part Details Are EDM Machining Used for?
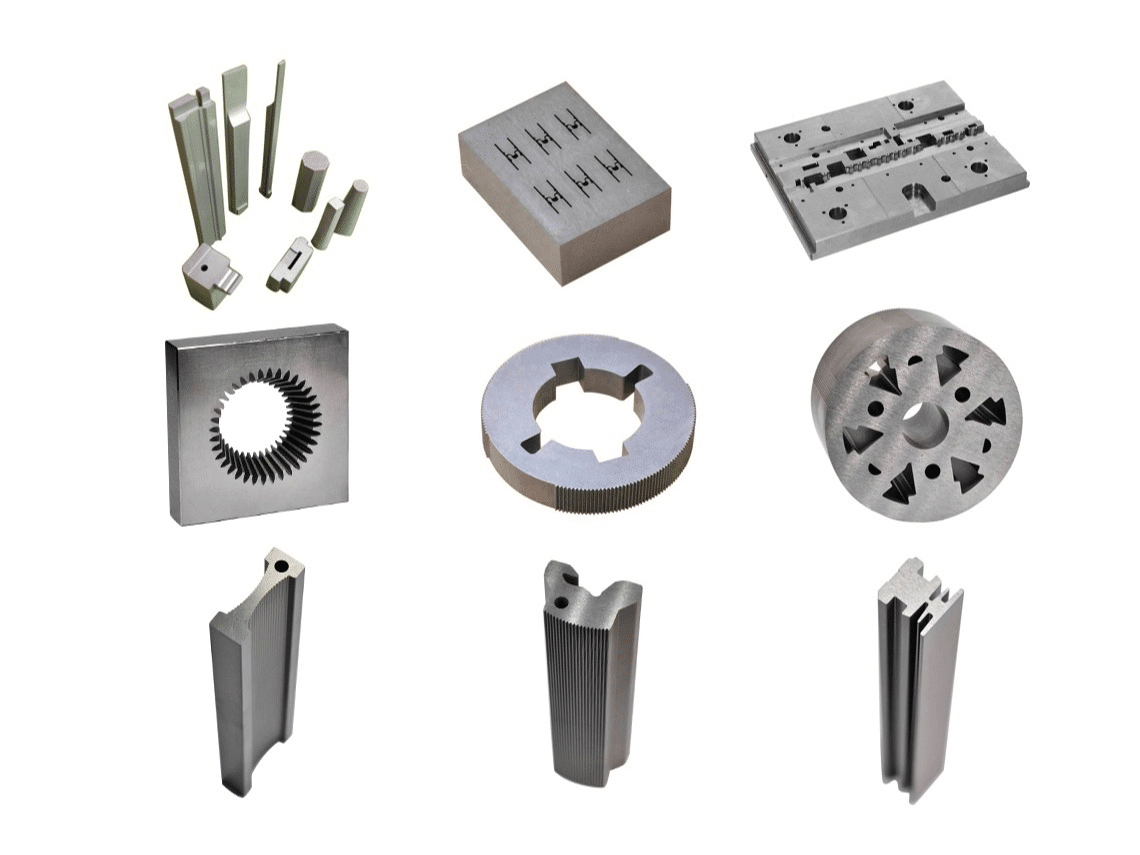
EDM can create a wide range of complex shapes, including shapes that would be difficult or impossible to create using traditional machining techniques. Some of the shapes that can be created using EDM machining include:
1. Intricate internal cavities and holes, such as those found in molds, dies, and aerospace components.
2. Sharp corners and edges with high precision.
3. Complex geometric shapes with high precision.

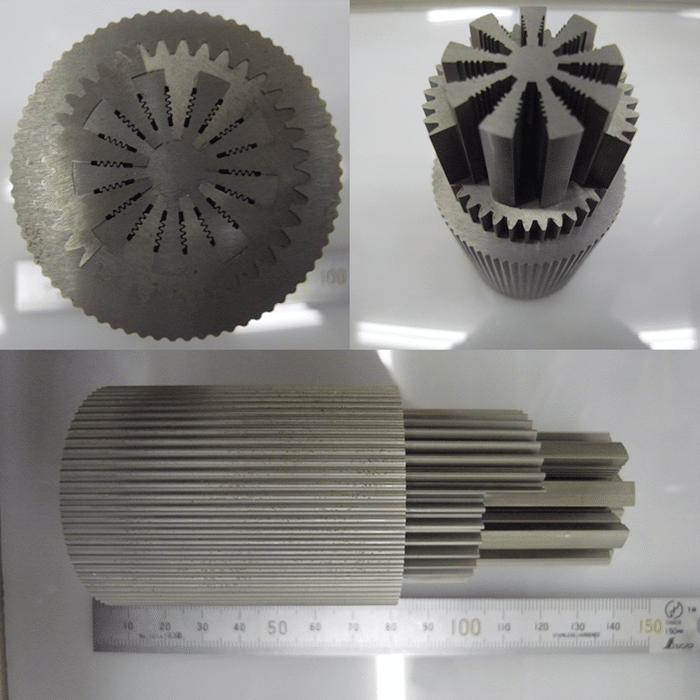
4. Thin and fragile parts: such as turbine blades and glass components, without causing damage or deformation.

5. Highly precise micro parts
Overall, EDM machining is a versatile process that can create a wide range of complex shapes, making it an essential tool in many industries that require high-precision and complex components.
What are the Tolerances of Wire EDM?
Wire EDM is the most Common EDM machine for the CNC machining process. The tolerances of wire EDM refer to the degree of accuracy that can be achieved during the cutting process. Here are some typical tolerances of wire EDM:
Dimensional Tolerance
It typically achieves dimensional tolerances in the +/- 0.0002″ to +/- 0.001″ range. However, the precise tolerance will depend on the material being cut, the thickness of the material, and the complexity of the shape being cut.
Surface Finish Tolerance
It can typically achieve surface finish tolerances of 8 to 32 micro-inches Ra (roughness average), which is very smooth. However, the precise tolerance will depend on the material being cut and the cutting parameters used.
Corner Tolerance
It can typically achieve corner radius tolerances of 0.001″ to 0.005″, depending on the cut material and the parameters used.
It’s important to note that these tolerances are not absolute and can vary depending on various factors. However, It is generally considered an exact machining process that can produce accurate and intricate shapes with tight tolerances.
What are the Tolerances of Hole Drilling EDM?
The tolerances achievable with Hole Drilling EDM depend on several factors, including the material being machined, the diameter and depth of the hole, and the quality of the electrode and machine being used. In general, however, the process can achieve high precision and accuracy.
The typical tolerances achievable with Hole Drilling EDM are in the range of ±0.005 to ±0.025 mm (±0.0002 to ±0.001 inches). However, achieving even higher precision levels is possible under certain conditions. The process can create holes with diameters ranging from a few micrometers to several millimeters and depths of up to 500 mm (20 inches) or more.
It is important to note that achieving tight tolerances with Hole Drilling EDM requires careful control of the process parameters, including the electrode material and shape, the type and condition of the dielectric fluid, and the voltage and current settings. Additionally, the quality of the workpiece material and its thermal conductivity can also affect the accuracy and precision of the process.
Is EDM a CNC Machine?
EDM is often CNC (Computer Numerical Control) controlled, but not all EDM machines are CNC machines.
However, there are also manual EDM machines that do not have CNC controls, and an operator manually controls the movement of the electrode.
So while EDM machines can be CNC machines, not all EDM machines are necessarily CNC controlled.
What are the differences between EDM vs ECM?
EDM (Electric Discharge Machining) and ECM (Electrochemical Machining) are non-traditional machining processes that use electrical energy to remove material from a workpiece. However, the two processes have some key differences, as described below.
Principle of operation
EDM uses electrical sparks to remove material from the workpiece, while ECM uses an electrolyte solution to dissolve the material. In EDM, the sparks create a plasma channel that erodes the workpiece material, while in ECM, the electrolyte solution reacts with the material to dissolve it.
Materials
EDM can machine electrically conductive materials, while ECM can be used for electrically conductive and non-conductive materials.
Accuracy
EDM can achieve high levels of accuracy and repeatability, while ECM is generally less accurate and precise.
Surface finish
EDM typically results in a rougher surface finish compared to ECM, which can produce a smoother surface.
Tool wear
In EDM, the electrode and workpiece experience wear, while in ECM, only the electrode experiences wear.
Cost
EDM machines are generally more expensive than ECM machines, and EDM also requires more frequent electrode replacement, which can add to the overall cost.
How Long is an EDM Machine’s Life?
The lifespan of an EDM machine can vary depending on factors such as the quality of the machine, how well it is maintained, and how often it is used.
A well-maintained EDM machine can work for many years; some have been known to work for 20 years or more with proper care and maintenance. However, as with any device, the cost of maintaining and repairing an EDM machine can increase as it gets older.
To extend the life of an EDM machine, we should follow the manufacturer’s maintenance schedule and guidelines, regularly clean and replace worn parts, and not push the machine beyond its recommended capabilities. Proper training and usage of the machine by operators can also help prevent damage and prolong its lifespan.
The Prospects of EDM Machining
With the rapid development of technology, there is no doubt that EDM machining will continue to demonstrate significant progress in the coming years. Some potential areas of advancement include using new, high-performance materials for the wire and electrode and incorporating advanced sensors and software for automatic inspection and measurement. Furthermore, innovative and flexible machining strategies are expected to emerge, enabling the EDM process to better adapt to the increasing demand for customized parts and designs. In addition, EDM manufacturing equipment and software improvements will allow engineers and production teams to achieve even greater efficiency, accuracy, and consistency in their work.
The Author’s Words:
EDM Machining has played an essential role in our daily CNC Machining. Especially for machining factories like STCNC, most of our parts with details that EDM must process. It may be boring to read theoretical articles. Still, we welcome everyone interested in technical communications to send us your designs, and we can show you which parts need EDM Machining and how well we can machine them.

